Máy nghiền bi đang hoạt động bình thường, nhưng sản lượng riêng vẫn thấp. Dòng điện quá cao và lượng tiêu thụ bi thép vẫn cao – nguyên nhân gốc rễ của nhiều vấn đề này nằm ở tỷ lệ tải bi. Tỷ lệ tải bi là phần trăm thể tích hiệu dụng của máy nghiền được chiếm bởi các viên bi thép. Nó quyết định quỹ đạo, năng lượng va đập và diện tích nghiền của bi. Nếu tỷ lệ tải quá cao, máy nghiền sẽ bị “tắc nghẽn”; nếu quá thấp, các viên bi thép sẽ “va vào khoảng trống”. Chỉ cần chênh lệch 5 điểm phần trăm trong tỷ lệ tải có thể dẫn đến sự khác biệt từ 15% đến 20% về hiệu suất của máy nghiền.
Tại sao tỷ lệ lấp đầy bóng lại quan trọng đến vậy trong Vận hành máy nghiền bi?
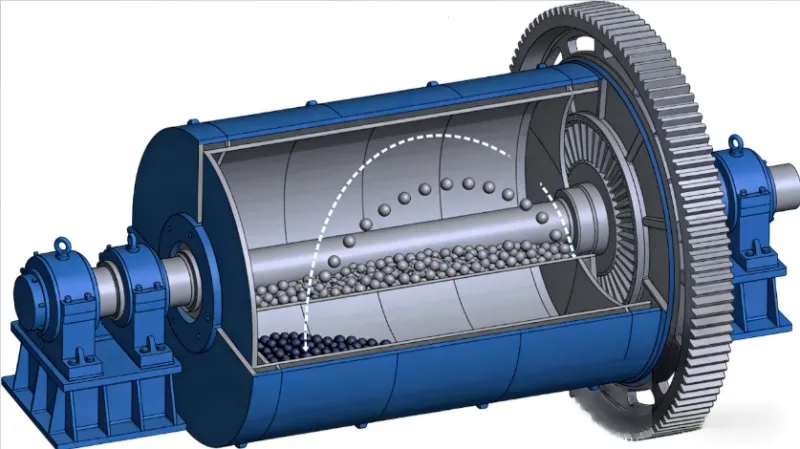
Nguyên lý hoạt động của máy nghiền bi là các viên bi thép được nâng lên dưới tác động kết hợp của lực ly tâm và trọng lực, sau đó rơi xuống để va đập và nghiền quặng. Tỷ lệ lấp đầy bi ảnh hưởng trực tiếp đến ba thông số chính:
Chiều cao rơi của quả cầu thép
Khi lượng bi thép được nạp vào phù hợp, chúng sẽ chuyển động theo quỹ đạo parabol sau khi được nâng lên độ cao thích hợp. Năng lượng va đập được tập trung vào quặng. Nếu lượng bi thép quá nhiều, chúng sẽ tích tụ ở đáy máy nghiền. Chiều cao nâng giảm, và lực va đập cũng giảm đi. Nếu lượng bi thép quá ít, mặc dù chiều cao thả cao, nhưng số lượng bi không đủ, dẫn đến số lần va đập trên mỗi đơn vị thời gian ít hơn.
Các trạng thái chuyển động của quả cầu thép:
Chuyển động của các viên bi thép bên trong máy nghiền có thể được phân loại thành ba trạng thái: đổ dồn, lật nghiêng và ly tâm. Với lượng bi dưới 30%, các viên bi chủ yếu chuyển động đổ dồn, dẫn đến tác động nghiền yếu. Khi lượng bi từ 30% đến 45%, hiện tượng lật nghiêng và đổ dồn cùng tồn tại, tạo ra sự cân bằng giữa va đập và nghiền. Khi lượng bi >45%, các viên bi tích tụ lại, hiện tượng lật nghiêng bị cản trở và hiệu quả nghiền giảm.
Công suất hiệu quả của máy nghiền bi:
Công suất của máy nghiền bi ban đầu tăng lên rồi giảm xuống khi lượng bi nghiền tăng. Lượng bi nghiền tương ứng với điểm cực đại là giá trị tối ưu. Công thức thực nghiệm: Lượng bi nghiền tối ưu = 0,7–0,8 × (tỷ lệ nạp bi thép). Đối với máy nghiền bi kiểu lưới, giá trị này thường được đặt ở mức 40%–45%; đối với máy nghiền bi kiểu tràn, giá trị này được đặt ở mức 35%–40%.
Tỷ lệ bơm bóng được khuyến nghị cho các loại bóng khác nhau là bao nhiêu? Máy nghiền bi?
Máy nghiền bi kiểu lưới: Tốc độ xả nhanh, ít bị tích tụ bùn và có thể chứa tỷ lệ tải bi cao hơn. Phạm vi khuyến nghị: 40%–45%. Tấm lưới đẩy giúp xả bùn nhanh chóng ngay cả với tỷ lệ tải bi cao hơn một chút. Bi thép không bị bao phủ quá nhiều bởi bùn.
Máy nghiền bi kiểu tràn: Việc xả liệu phụ thuộc vào dòng chảy tự nhiên của bùn. Nếu tốc độ nạp bi quá cao, bùn không thể được xả ra ngoài, dẫn đến nguy cơ tích tụ bùn. Tốc độ nạp bi được khuyến nghị là từ 35% đến 40%. Máy nghiền kiểu tràn rất nhạy cảm với tốc độ nạp bi; hiệu suất thực tế giảm khi tốc độ vượt quá 40%.
Máy nghiền bi hình nón: Chúng nằm giữa hai loại này; tỷ lệ tải bi được khuyến nghị là 38%–42%.
Máy cán thanh: Vì thanh thép khác với bi thép, nên định mức tải trọng của thanh thép thường là 35%–40%; nếu quá cao, hiện tượng rối thanh thép rất dễ xảy ra.
Máy nghiền mịn (nghiền lại): Do kích thước hạt nguyên liệu đã tương đối mịn, tỷ lệ tải bi có thể được giảm xuống mức thích hợp là 30%–35%. Nghiền là quá trình chính, còn tác động va đập đóng vai trò thứ yếu.

Điều gì sẽ xảy ra nếu tỷ lệ lấp đầy bóng quá cao?
Dòng điện bất thường trong nhà máy:
Khi tốc độ nạp bi vượt quá 45%, dòng khởi động của máy nghiền tăng mạnh, trong khi dòng hoạt động thực tế lại giảm. Điều này là do sự tích tụ các viên bi thép làm giảm chiều cao rơi, do đó làm giảm tải trọng cho động cơ. Đây không phải là tiết kiệm năng lượng; mà có nghĩa là các viên bi thép không thực hiện đúng chức năng của chúng.
Tiếng ồn nhà máy bị bóp nghẹt:
Một chiếc máy nghiền bình thường tạo ra âm thanh giòn tan của những viên bi thép va chạm. Khi quá tải, các viên bi thép sẽ giảm chấn cho nhau, và âm thanh va chạm trở thành một tiếng "vù" trầm, bị bóp nghẹt, như thể chiếc máy nghiền được phủ một tấm chăn.
Hiệu suất nghiền giảm:
Các viên bi thép tích tụ ở đáy xi lanh, làm giảm chiều cao rơi hiệu quả và làm giảm năng lượng va đập. Đồng thời, khoảng cách giữa các viên bi thép bị thu hẹp, khiến cho hỗn hợp bùn khó đi qua. Kết quả là, vật liệu lưu lại trong máy nghiền quá lâu, dẫn đến hiện tượng nghiền quá mức nghiêm trọng.
Kích thước hạt thải lớn hơn:
Mặc dù hiện tượng nghiền quá mức rất nghiêm trọng, các hạt thô không được nghiền mịn do năng lượng va đập không đủ. Tỷ lệ các hạt mịn hơn -200 mesh trong sản phẩm đầu ra giảm, trong khi tỷ lệ các hạt thô tăng lên.
Tăng độ mòn của lớp lót:
Các viên bi thép tích tụ ở đáy, làm tăng ma sát trượt. Sự mài mòn trên lớp lót vỏ và lớp lót nắp đậy tăng nhanh. Đặc biệt, các tấm lưới dễ bị nứt do va đập của các viên bi thép.
Tiêu hao năng lượng lãng phí:
Công suất đầu ra của động cơ được sử dụng để khắc phục ma sát giữa các viên bi thép chứ không phải để nghiền quặng. Lượng điện tiêu thụ trên mỗi tấn quặng tăng thêm 15%–25%.
Dữ liệu đo thực tế:
Tại một nhà máy quặng sắt nhất định, tốc độ nạp bi của máy nghiền bi kiểu ghi đã được tăng từ 421 tấn/3 tấn lên 481 tấn/3 tấn. Dòng điện của máy giảm từ 320A xuống 280A, và sản lượng trên mỗi đơn vị giảm từ 105 tấn/giờ xuống 85 tấn/giờ. Lượng điện tiêu thụ trên mỗi tấn quặng tăng từ 18 kWh lên 24 kWh.

Điều gì xảy ra nếu tỷ lệ lấp đầy bóng quá thấp?
Năng lượng va chạm cao nhưng tần suất rơi bóng thấp:
Khi lượng bi thép trong máy nghiền thấp hơn 30%, mặc dù chiều cao rơi của bi thép cao, nhưng số lượng bi không đủ. Số lần va đập trên mỗi đơn vị thời gian thấp. Hiệu quả nghiền các hạt thô thấp, và kích thước hạt thải ra thô.
Diện tích bề mặt mài không đủ:
Diện tích bề mặt mài giữa các viên bi thép và giữa các viên bi thép với lớp lót tỷ lệ thuận với tỷ lệ nạp bi. Tỷ lệ nạp bi thấp dẫn đến khả năng mài mịn không đủ, và hàm lượng hạt có kích thước -200 mesh không đáp ứng được yêu cầu.
Lớp lót bị lộ ra ngoài và mài mòn nhanh hơn:
Với số lượng bi thép ít hơn, hỗn hợp bùn và bi thép sẽ trực tiếp ăn mòn lớp lót, làm tăng cường độ mài mòn. Đồng thời, bi thép va đập trực tiếp vào lớp lót bị lộ ra ngoài, gây ra hiện tượng rỗ và nứt vỡ.
Dòng điện quá cao:
Khi tốc độ nạp bi quá thấp, các viên bi thép sẽ rơi từ độ cao lớn hơn, tạo tải trọng nặng lên động cơ và làm tăng chỉ số dòng điện. Tuy nhiên, quá trình mài không được mịn – dòng điện cao là một chỉ báo sai.
Hiệu suất hoạt động của nhà máy giảm:
Năng suất chế biến thấp là do công suất của nhà máy chưa được sử dụng hết. Tăng tốc độ cấp liệu sẽ ngay lập tức dẫn đến sản phẩm đầu ra thô hơn.
Làm thế nào người vận hành có thể xác định xem tỷ lệ lấp đầy bi có phù hợp hay không?
Phương pháp nghe
Bình thường: Âm thanh va chạm "leng keng" nhịp nhàng, rõ ràng và không bị bóp méo.
Tải trọng bóng quá mức: Âm thanh bị bóp méo, trầm thấp và liên tục mà không có nhịp điệu.
Tải trọng bi không đủ: Âm thanh trong trẻo nhưng thưa thớt, tạo cảm giác rỗng, và các viên bi thép đập trực tiếp vào lớp lót.
Phương pháp đo dòng điện
Ghi lại dòng điện không tải I0 của máy nghiền (khi không có bùn hoặc bi thép). Dòng điện tải bình thường phải bằng I0 × 1,3–1,5. Nếu dòng điện cao hơn đáng kể giá trị này, lượng bi thép có thể quá thấp (bi thép bị bắn lên quá cao). Nếu dòng điện thấp hơn đáng kể giá trị này, lượng bi thép có thể quá cao (bi thép không được bắn lên đủ cao).
Phương pháp đo lường mức tiêu thụ bóng
Tính toán lượng bi thép được thêm vào hàng tháng và xác định mức tiêu thụ bi dựa trên sản lượng của nhà máy.
Lượng bóng tiêu thụ bình thường: 0,5–1,5 kg/t quặng. Lượng tiêu thụ bi cao bất thường có thể cho thấy tốc độ nạp bi quá cao (khiến các viên bi thép bị mài mòn lẫn nhau) hoặc quá thấp (làm tăng tốc độ mài mòn lớp lót).
Quan sát sự phóng điện
Kích thước hạt thải ra lớn và dòng điện nghiền cao → Lượng bi nghiền có thể quá thấp.
Kích thước hạt thải ra lớn và dòng điện nghiền thấp → Tải trọng bi có thể quá cao.
Kích thước hạt thải ra nhỏ nhưng hiệu suất nghiền thấp → Nghiền quá mức nghiêm trọng; tải trọng bi có thể quá cao.
Phương pháp kiểm tra khi ngừng hoạt động
Sau khi tắt máy, mở nắp quan trắc của máy nghiền và quan sát chiều cao của các viên bi thép so với mặt bùn. Đỉnh của đống bi thép phải nhô lên khỏi mặt bùn từ 100–200 mm. Nếu ngập hoàn toàn → tỷ lệ tải bi quá cao; nếu nhô lên quá nhiều (>300 mm) → tỷ lệ tải bi quá thấp.
Dùng thước thép để đo khoảng cách từ đỉnh đống bi thép đến tâm máy nghiền nhằm ước tính tỷ lệ tải bi.

Phần kết luận
Tốc độ lấp đầy bóng không phải là một thông số mà "càng nhiều càng tốt".
Đối với hầu hết các ứng dụng:
- Máy nghiền bi: 40%–45%
- Máy nghiền bi tràn: 35%–40%
Các nhà điều hành nên thường xuyên:
- Hãy lắng nghe âm thanh của cối xay gió.
- Giám sát dòng điện động cơ
- Theo dõi mức tiêu thụ bi thép
- Kiểm tra nhà máy trong thời gian ngừng hoạt động.
- Loại bỏ các quả bóng bị hỏng hàng quý
- Bổ sung vật liệu mài mới để duy trì chất lượng vật liệu mài phù hợp.
Duy trì tỷ lệ nạp bi chính xác là một trong những cách hiệu quả nhất để đạt được hoạt động ổn định, năng suất cao hơn, tiêu thụ năng lượng thấp hơn và hiệu quả nghiền tối đa.

Cảm ơn bạn đã đọc. Tôi hy vọng bài viết của tôi hữu ích. Vui lòng để lại bình luận bên dưới. Bạn cũng có thể liên hệ với bộ phận chăm sóc khách hàng trực tuyến của Zelda nếu có bất kỳ thắc mắc nào khác.
— Đăng bởi Emily Chen