Birçok konsantratör tesisinde ortak bir alışkanlık vardır: astar sızdırmadığı sürece kullanılmaya devam edilir. Sonuç olarak, sorunlar genellikle daha sonra ortaya çıkar; öğütme inceliği dalgalanmaya başlar, verim düşer, çelik bilye tüketimi artar, flotasyon verimi açıklanamayan bir şekilde azalır, enerji tüketimi sürekli artar ve siklon geri dönüş kumu anormal şekilde artar. Sonunda, değirmen inceleme için durdurulduğunda, bilyalı değirmen astarları zaten tamamen aşınmış ve düzleşmiş olur.
Ancak asıl sorun "astarın hasar görmesi" değil, öğütme işleminin çalışma koşullarının zaten değişmiş olmasıdır.
Birçok maden işletmesi, reaktifleri, flotasyonu ve manyetik ayırmayı optimize etmek için yıllarını harcar, ancak temel bir sorunu göz ardı eder: astar aşınması, öğütme işleminin enerji yapısını esasen değiştirir.
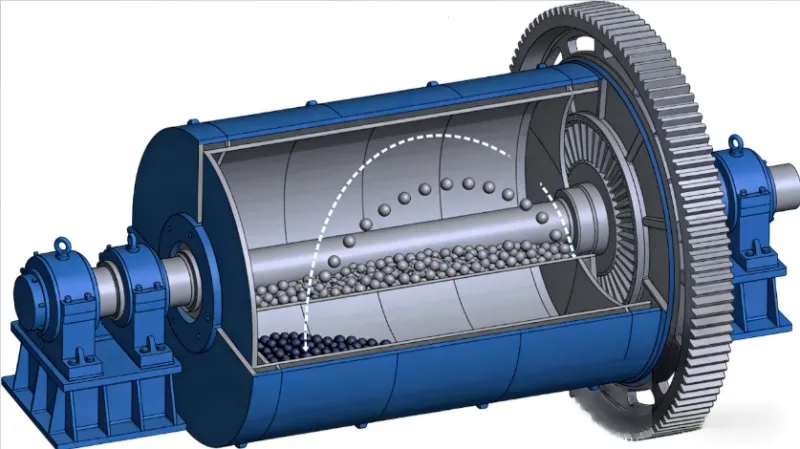
Astar sadece "aşınmaya dayanıklı bir katman" değildir. Aslında, çelik bilyelerin kaldırma yüksekliğini belirler ve şunları etkiler:
- Medya hareket yörüngesi ve enerji transfer modu
- Öğütme darbe enerjisi
- Çamur hareket yörüngesi
- Top yükü dağılım durumu
- Etkin değirmen hacmi
- Sınıflandırma yükünün istikrarlılığı
Astar aşınması kritik bir seviyeyi aştığında, tüm öğütme sistemi değişir. Birçok durumda, atık malzeme kalitesindeki artış, anormal incelik ve artan çelik tüketimi flotasyondan değil, değirmenin iç koşullarından kaynaklanır.

I. Öğütme Performansı Neden Zamanla Düşer? Bilyalı değirmen İç astarlar yıpranır mı?
Birçok kişi bilyalı değirmen astarlarının aşınmasının sadece "daha ince kalınlık" anlamına geldiğine inanır. Gerçekte durum böyle değildir. Üretimi gerçekten etkileyen şey, özellikle astar geometrisindeki değişikliktir:
- Kaldırıcı yüksekliği
- Dalga tepe yapısı
- Çalışma açısı
- Kaldırma kapasitesi
Bu parametreler, çelik bilyelerin "katarakt etkisi" veya "basamaklı öğütme" modunda olup olmadığını belirler. Farklı değirmen yapıları ve çalışma koşulları, astar aşınmasından kaynaklanan etki seviyelerinde farklılıklar gösterecektir.
II. Astar düzleştiğinde, etkili top kaldırma yüksekliği önemli ölçüde düşer mi?
Bu, şantiyede karşılaşılan en tipik sorundur. Yeni astarlarla, kaldırıcılar çelik bilyeleri düşmeden önce belirli bir yüksekliğe kadar taşıyabilecek kadar yüksektir. Bu, güçlü bir darbe kuvveti, yüksek iri taneli parça kırma kapasitesi ve hızlı boşaltma sağlayarak yüksek verim elde edilmesini sağlar. Özellikle birincil öğütme aşamalarında: darbe, kapasiteye hakimdir.
Bilyalı değirmen astarları aşındıktan sonra, kaldırıcı yüksekliği azalır ve çelik bilyeler "katarakt" yerine "kaymaya" başlar. Bu da şunlara yol açar:
- Azaltılmış etki
- Aşındırıcı taşlama işleminin artırılması
- İri taneciklerin kırılma kapasitesinde azalma
- Daha uzun çamur bekleme süresi
Sahada tipik bir olgu gözlemlenir: Akım düşmez, ancak verim azalmaya devam eder. Enerjinin bir kısmı, öğütme ortamı ile bulamaç karıştırma arasındaki etkisiz sürtünme nedeniyle tüketilir. Değirmen içindeki etkili darbe etkisi zayıflar ve kademeli olarak düşük verimli aşındırma öğütmesine dönüşür.
III. Faydalı Bitkilerin Sık Yaptığı Üç Yanlış Değerlendirme
Artan incelik, sınıflandırma sorunlarıyla karıştırılıyor.
Birçok tesiste -200 mesh boyutunda ani bir düşüş gözlemlenir. İlk tepkileri genellikle şunlardır: hidrosiklon arızası, besleme konsantrasyonunda değişiklik veya çelik bilye tane boyut dağılımında mantıksızlık.
Ancak birçok durumda bunun nedeni, astarın aşınması ve iri taneciklerin ezilmesinin zorlaşmasıdır. Bu durum özellikle manyetit ve bakır cevherleri için geçerlidir; öğütme astarı aşındığında, iri tanecikleri ezme kapasitesi önemli ölçüde azalır ve elde edilen kum giderek daha iri taneli hale gelir.
Artan Enerji Tüketimi, Daha Sert Cevherle Karıştırılıyor
Bazı tesislerde cevher başına enerji tüketiminde ani bir artış yaşanır ve ilk tepkileri "Cevher yakın zamanda sertleşti" olur. Gerçekte, astar aşındıktan sonra çelik bilyelerin etkili düşüşü azalır. Bilyeler arası sürtünme, bilye-çamur sürtünmesi ve etkisiz kayma nedeniyle büyük miktarda enerji israf edilir. Cevheri kırmak için fiilen kullanılan etkili enerji azalır; bu, etkili enerji kullanımının azalmasının tipik bir örneğidir.
Artan çelik bilye tüketimi, çelik bilyelerin kalitesinin düşük olmasıyla karıştırılıyor.
Sahada yapılan birçok gözlem, astar aşınmasının ilerleyen aşamalarında çelik bilye tüketiminde önemli bir artış olduğunu göstermektedir, ancak sorun mutlaka çelik bilyelerde değildir. Astar plakası aşındıkça, çelik bilyelerin yörüngesi değişir. Bu da çelik bilyeler arasında daha fazla sıkışmaya, kaymaya ve anormal çarpışmalara yol açar. Sonuç olarak, çelik bilyeler daha hızlı bir şekilde yuvarlaklığını kaybeder ve hatta "eliptik" bir şekil alabilir.

IV. Hangi Noktada Gereklidir? Bilyalı değirmen İç kaplamaların değiştirilmesi mi gerekiyor?
Bu, asıl soru. Birçok üretici henüz net bir standart belirlemedi. Gerçekte, sektördeki gerçekten etkili değerlendirme "kalınlığa" değil, "kaldırma kapasitesinin başarısız olup olmadığına" dayanmaktadır.
V. En Pratik Dört Değiştirme Kriteri (Saha Bazlı)
Not: Bu göstergeler endüstriyel tesisler için deneysel uyarı niteliğindedir ve değirmen teşhisinin, süreç analizinin veya endüstriyel doğrulamanın yerini alamaz.
Asansör çubuğu aşınması 50%'yi aşıyor
Endüstriyel ortamlarda, birçok kaba öğütme sisteminde, elevatör çubukları orijinal yüksekliğinin -601'ine kadar aşındıktan sonra öğütme verimliliğinde önemli bir düşüş yaşanmaktadır. Bununla birlikte, cevher özellikleri, dönme hızı ve değirmen yapısı dikkate alınarak spesifik kritik değerin kapsamlı bir şekilde belirlenmesi gerekmektedir. Örneğin, yeni astarlar için elevatör çubuğu yüksekliği 120 mm'dir. Aşınma 50-60 mm'ye ulaştığında, birçok değirmen zaten verimsiz bölgeye girmiş olur. Etki özellikle bilyalı değirmenlerde, kaba öğütme sistemlerinde ve yüksek sertlikteki cevherlerde belirgindir.
İstikrarlı cevher ve sınıflandırma koşulları altında verim sürekli olarak düşüyor (>10%).
Bu, en doğrudan üretim göstergesidir. Birçok konsantratör şu durumla karşılaşır: öğütmenin son aşamalarında, astar besleme hızı yetersizdir, akım kararsızdır ve geri dönen kum miktarı artar. Cevher özelliklerinde önemli bir değişiklik olmaması, istikrarlı sınıflandırma koşulları ve normal besleme partikül boyutu altında, öğütme süresi 10%'den fazla azalmaya devam ediyorsa, astar iyice incelenmelidir. Çoğu zaman bu bir proses problemi değil, yetersiz kaldırma kapasitesidir.
Öğütme inceliğinin sürekli bozulması
Özellikle iri taneciklerde bir artış söz konusudur. Örneğin: +0,15 mm'de önemli bir artış, -200 mesh'te bir azalma ve tek tek taneciklerin yetersiz ayrışması. Bu durum manyetit, bakır ve altın cevherlerinde çok yaygındır. Çünkü astar, sonraki aşamalarda artık iri tanecikleri parçalayamaz.
Astar üzerinde "dalga şeklinde düzensiz aşınma"
Bu, değirmen içindeki bilye yükünde dengesizliğe işaret eden çok tehlikeli bir belirtidir. Çalışmaya devam edilmesi, kolayca astar kırılmasına, cıvataların gevşemesine ve silindir üzerinde anormal yerel gerilime yol açabilir. Ciddi durumlarda, yerel yapılarda anormal gerilime neden olarak ekipman güvenliği risklerini artırabilir.
VI. Astar Ömrünü Belirleyen Altı Temel Faktör
Bazı astarların ömrü neden bu kadar kısa? Birçok konsantratör, astar ömrünün yalnızca malzemeyle ilgili olduğuna inanıyor. Oysa gerçekte, işletme koşullarının etkisi daha büyüktür.
- Cevher Sertliği: Yüksek silika ve yüksek kuvars içeriğine sahip cevherler: son derece aşındırıcıdır. Örneğin, kuvarsit tipi altın madenlerinde, yüksek silikalı manyetit ve skarn bakır madenlerinde, astarın ömrü sıradan cevherlerin ömrünün yalnızca yaklaşık 'ı kadar olabilir.
- Çelik Bilye Sınıflandırması: Çok fazla büyük top: şiddetli çarpma. Bu, astarlarda yerel hasarı önemli ölçüde artırır. Birçok tesis, astar ömrünü ihmal ederek verimliliğe öncelik verir.
- Frezeleme Hızı: Değirmen hızı çok yüksek olduğunda, çelik bilyelerin düştüğü yükseklik artar. Astar üzerindeki darbe yükü de önemli ölçüde yükselir. Bazı konsantratörler, döküm kanalı değişimleri sırasında uzun süre yüksek hızlarda çalışır ve bu da astar ömrünün önemli ölçüde kısalmasına neden olur.
- Tamamlama Suyu Sistemi: Çamur konsantrasyonu çok düşük olduğunda, çelik bilyeler doğrudan astarlara çarparak tamponlama etkisini zayıflatır. Çamur tampon tabakasının olmaması, birçok kuru ve yarı kuru öğütme sisteminde anormal astar aşınmasının önemli bir nedenidir.
- Yem parçacık boyutu dalgalanmaları: Kaba parçacıkların ani artışı, darbe yükünde ani değişikliklere ve bölgesel anormal aşınmaya yol açabilir. Bu durum, özellikle kırma sistemi kararsız olduğunda daha belirgindir.
- Uyumsuz astar yapısı: Bazı değirmenlerde kaldırma açıları yanlış tasarlanmış, dalga tepesi aralığı hatalı veya kaldırma çubukları aşırı alçak olduğundan top hareketinde anormallikler meydana gelmektedir. Bu gibi durumlarda, en iyi malzemelerle bile, astarın ömrü kısa olacaktır.
VII. Birçok Maden İşletmesi Neden Boru Hattı Durum Analizi Yapmaya Başlıyor?
Çünkü birçok şirket artık astar sorununun aslında bir "yedek parça sorunu" değil, bir taşlama işlemi sorunu olduğunu keşfetti.
Bazı fabrikalar astar malzemelerini 10 ay boyunca kullanabilirken, diğerleri neden sadece 5 ay kullanabiliyor?
Temel neden, farklı öğütme rejimlerinde yatmaktadır. Son yıllarda, bazı büyük madenler, sadece kullanım ömrünü uzatmak için değil, aynı zamanda etkili darbe verimliliğini, birim enerji kullanımını ve öğütme ayırma etkisini iyileştirmek için DEM ayrık eleman analizi, bilye yükü hareket simülasyonu, öğütme güç indeksi testi, astar yörünge analizi ve değirmen koşulu optimizasyonunu kullanmaya başlamıştır. Bazı projelerin optimizasyonundan sonra, hem değirmen süresi hem de öğütme ortamı kullanım verimliliğinde iyileşme eğilimi gözlemlenmiştir.
VIII. Birçok Tesisin Gerçekte İsraf Ettiği Şey Astarlar Değil, Gecikmiş Değişim mi?
Bu, sahada en sık karşılaşılan sorundur. Birçok maden işletmesi, yedek parça maliyetlerinden tasarruf etmek için, astarlar çok incelinceye kadar değiştirme işlemini erteliyor.
Sonuç olarak, enerji tüketimi artar, geri kazanım oranları düşer, çalışma saatleri azalır ve çelik tüketimi artar. Bu gizli kayıplar genellikle astarların maliyetini çok aşar. Özellikle büyük konsantratörlerde, tek bir değirmenin veriminde 5%'lik bir azalma, yılda milyonlarca yuanlık kayıplara yol açabilir. Ancak birçok şirket bu maliyeti ciddiye almamıştır.
Gerçekten olgunlaşmış konsantratörler artık bir "astar ömrü veri tabanı" oluşturmaya başladılar. Bu, farklı alanlardaki aşınmayı, çalışma saatlerindeki değişiklikleri, güç tüketimini, partikül boyutunu, çelik tüketimini ve astar kalınlığını izlemeyi içerir. Optimal değiştirme döngüsü, "neredeyse aşınmış göründüğünde değiştirme" yerine, veriler aracılığıyla tahmin edilir.
Bu, özünde “bakım odaklı zihniyetten” “süreç yönetimi odaklı zihniyete” geçişi temsil etmektedir. Saha gözlemleri yalnızca ön değerlendirme niteliğindedir; nihai doğrulama, öğütme testleri, parçacık boyutu dağılımı, güç değişimleri ve zenginleştirme göstergelerinin kapsamlı bir analizine dayanmalıdır.

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Daha fazla bilgi için Zelda online müşteri temsilcisiyle de iletişime geçebilirsiniz."
— Gönderen Emily Chen