Feldspat ve kaolin, seramik, cam, sıhhi tesisat, kağıt kaplama, kauçuk dolgu maddeleri ve refrakter malzemeler gibi geleneksel ve modern endüstrilerde yaygın olarak kullanılan vazgeçilmez metalik olmayan mineral hammaddelerdir. Feldspat esas olarak akışkanlaştırıcı ve iskeletleyici işlevler sağlarken, kaolin yüksek beyazlığı, plastisitesi, katmanlı yapısı ve mükemmel örtme yeteneği nedeniyle değerlidir. Seramik gövdelerin sinterleme davranışı, sır parlaklığı veya kağıt kaplamaların parlaklığı ve opaklığı olsun, nihai ürün performansı büyük ölçüde hammadde özelliklerine—özellikle parçacık boyutu dağılımına (özellikle D50 ve D97), parçacık morfolojisine, beyazlığına ve safsızlık kontrolüne—bağlıdır. Bilyalı değirmenler, ince ve ultra ince öğütme Feldspat ve kaolin gibi hammaddeler için kullanılan bu yöntem, uzun süredir devam eden ve pratik bir soruyla karşı karşıya kalınmasına neden oluyor: Aynı hammadde için kuru bilyalı öğütme mi yoksa ıslak bilyalı öğütme mi tercih edilmeli?
İki işlem, enerji tüketimi, elde edilebilir incelik, parçacık boyutu dağılımının homojenliği, demir kirliliğinin kontrolü, sonraki işlem maliyetleri ve çevresel baskı açısından önemli ölçüde farklılık gösterir; bu farklılıklar genellikle yatırım getirisini ve ürün rekabet gücünü doğrudan belirler.
Bu makale, malzeme özelliklerini, işlem prensiplerini, avantaj ve dezavantajlarını ve tipik uygulama senaryolarını analiz ederek ve son teknolojik trendleri de dahil ederek objektif bir karar verme referansı sunmaktadır.
Malzeme Özelliklerinin Karşılaştırılması: Feldspat ve Kaolin Öğütme
Feldspat ve kaolin, sertlik, yapı, nem davranışı ve safsızlık hassasiyeti bakımından önemli ölçüde farklılık gösterir; bu da öğütme yönteminin seçimini doğrudan etkiler.
Feldspat (esas olarak potasyum feldspat ve sodyum feldspat)
- Mohs sertliği: 6–6,5
- Kırılgan, ancak oldukça aşındırıcı
- Demir ve titanyum safsızlıklarına karşı oldukça hassastır (Fe > 0,1–0,3% seramiğin beyazlığını belirgin şekilde etkileyebilir).
- Tipik incelik gereksinimi: -200 ila -325 mesh (üst düzey porselen -400 mesh'i aşabilir)
- Doğal olarak düşük nem içeriği, kuru işlemeyi nispeten daha elverişli hale getirir.
Kaolin
- Mohs sertliği: 2–2,5
- Katmanlı silikat yapısı
- Doğal olarak yüksek nem içeriği (ham cevherde –20%)
- Kolayca dağılır ve bulamaç oluşturur.
- Üst düzey uygulamalar (kağıt kaplama, kozmetik, premium seramik) D50 < 2 μm veya hatta < 1 μm, beyazlık > 92–94 ve +325 mesh kalıntı < 0.005% gerektirir.
- Levha benzeri morfolojiyi korurken, katman ayrılması ve dağılımı için güçlü gereksinimler.
Özet:
Feldspat öğütme işlemi gevrek kırılma ve demir kirliliğinin kontrolüne odaklanırken, kaolin öğütme işlemi tabakaların ayrılmasına, ultra ince dağılıma ve katmanlı yapısının korunmasına önem verir. Sonuç olarak, ıslak öğütme kaolin için neredeyse "doğal bir tercih" iken, feldspat daha fazla esneklik sunar.
Feldspat ve kaolin öğütme için kuru ve ıslak bilyalı değirmenleri karşılaştırın.
| Parametre | Kuru Bilyalı değirmen | Islak Bilyalı Öğütme |
|---|---|---|
| Öğütme ortamı | Çelik bilyeler / seramik bilyeler / çakıl taşları | Çelik veya seramik bilyeler (genellikle iç kaplamalı) |
| Medya-malzeme oranı | Yüksek (3:1–5:1) | Daha düşük (2:1–4:1) + su |
| Enerji tüketimi (kWh/t, aynı incelik) | Daha yüksek (temel) | Tipik olarak 15–30% daha düşük |
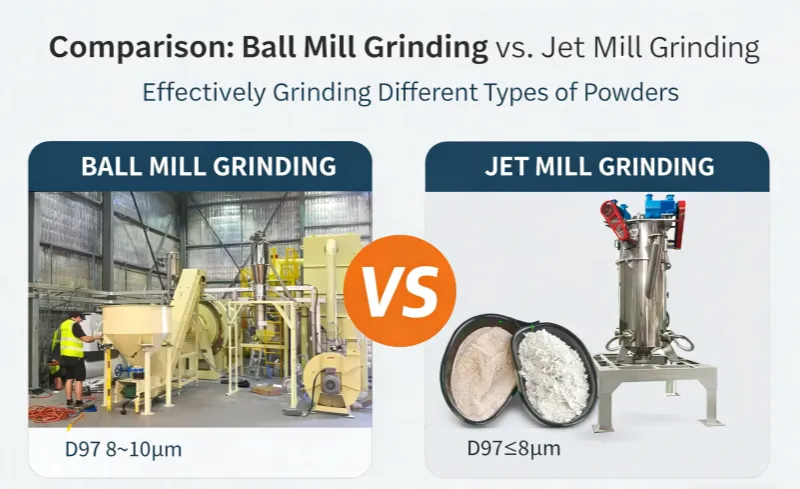
| Hassasiyet sınırı | 5–10 μm'lik D97 değerini aşmak zordur. | 1–2 μm hatta mikron altı D97 değerine kolayca ulaşılabilir. |
| Parçacık boyutu dağılımı | Statik kümelenmeye yatkın, geniş dağılımlı | İyi dağılım, dar ve homojen |
| Toz ve gürültü | Yüksek, güçlü toz toplama sistemi gerektirir. | Neredeyse tozsuz |
| Son işlem | Doğrudan kuru toz | Filtreleme ve kurutma gerektirir. |
| Demir kirliliği kontrolü | Seramik kaplama ve ortam kullanır. | Manyetik ayırma yöntemiyle demirin daha kolay uzaklaştırılması |
| İlk yatırım | Basit ekipman, pahalı toz sistemi | Daha karmaşık sistem, daha düşük birim kapasite maliyeti |
| İşletme maliyeti | Medya + güç + toz kontrolü | Medya + güç + kurutma + atık su |
Temel sonuç:
Islak öğütme, enerji verimliliği, incelik ve parçacık homojenliği açısından kuru öğütmeye göre daha üstün performans gösterir; ancak bunun karşılığında ek işlem süreçleri gerektirir.

Kuru Bilyalı Değirmenin Avantajları ve Sınırlamaları
Avantajları
- Kısa işlem akışı; susuzlaştırma veya kurutma gerekmez.
- Kuru ürün uygulamaları için ideal olan, doğrudan kuru toz üretimi.
- Tamamen seramik kaplama ve seramik ortam kullanılarak, feldispattaki demir kirliliği iyi bir şekilde kontrol altına alınabilir.
- Küçük ve orta ölçekli işletmeler için daha basit ekipman ve daha düşük başlangıç yatırımı.
- Düşük kaliteli kaolin dolgu maddeleri ve refrakter malzemeler için uygundur.
Sınırlamalar
- Daha düşük öğütme verimliliği; enerji tüketimi tipik olarak 15–30% daha yüksek.
- Sınırlı incelik; kaolin sürekli olarak < 2 μm'ye ulaşmakta zorlanıyor.
- Feldspatın ultra ince kuru öğütülmesi, aşırı öğütme ve amorflaşma riskini taşır.
- Şiddetli statik kümelenme ve geniş parçacık boyutu dağılımı
- Giderek sıkılaşan çevre düzenlemeleri nedeniyle toz kontrolü maliyetleri oldukça yüksek.
Islak Bilyalı Değirmenin Avantajları ve Sınırlamaları
Avantajları
- Aynı güçte daha yüksek öğütme verimliliği ve daha büyük verim.
- Daha düşük enerji tüketimi (genellikle 15-301 ton tasarruf sağlandığı bildirilmektedir)
- Çok daha ince parçacık boyutları elde edilir (kaolin D50 < 0,5–1 μm yaygındır).
- Dar parçacık boyutu dağılımı ve mükemmel dağılım
- Uzun süreli kesintisiz çalışma için üstün ısı dağılımı
- Kaolin ayrıştırma ve bulamaç bazlı son işlem uygulamaları için idealdir.
- Feldspat için demir giderme işlemi, bulamaç halinde çok daha etkilidir.
Sınırlamalar
- Filtrasyon ve kurutma (püskürtmeli kurutma veya flaş kurutma) gerektirir, bu da sermaye ve enerji maliyetini artırır.
- Daha yüksek ortam aşınması ve daha sıkı korozyon direnci gereksinimleri
- Son ürünlerin tamamen kuru olmasını gerektiren özel uygulamalar için uygun değildir.
Uygulamaya Dayalı Karar Kılavuzu
Tipik Kaolin Uygulamaları
- Kağıt kaplama, kozmetik, yüksek kaliteli seramik, kalsine kaolin için ön işlem
→ Şiddetle tavsiye edilir: Islak bilyalı öğütme - Düşük kaliteli dolgu maddeleri, genel kauçuk/plastik dolgu maddeleri, kaba refrakter malzemeler
→ Kuru öğütme yine de kabul edilebilir olabilir
Tipik Feldspat Uygulamaları
- Yüksek kaliteli sofra takımları, seramikler, fayanslar, sıhhi tesisat ürünleri, cam eşyalar.
→ Islak öğütme, yaygın tercih haline geldi. - Kaba taneli feldspat (yaklaşık -200 mesh) gerektiren emayeler ve elektrik seramikleri
→ Kuru öğütme yaygınlığını koruyor - Tamamen seramik kuru sistemlerle yüksek demir içerikli feldspat cevherleri
→ Demir kontrolünün iyi yönetildiği yerlerde hala kullanılmaktadır.
Hibrit Süreç
Birçok büyük üretici karma bir rota izler:
Kuru kaba öğütme (çeneli kırıcı + Raymond/dikey değirmen) → ıslak ince öğütme, verimlilik ve maliyet arasında denge kurma.
Tahmini toplam maliyet sıralaması (elektrik, su ve ölçeğe göre değişiklik gösterir):
Islak öğütme (yüksek incelik) < Islak öğütme (orta incelik) ≈ Kuru öğütme (kalın) < Kuru öğütme (ultra incelik)
Son Trendler ve Teknolojik Gelişmeler (2026 itibariyle)
- Kuru öğütme alanındaki gelişmeler: Öğütme yardımcıları, dahili sınıflandırmaya sahip yüksek verimli dikey değirmenler ve gelişmiş hava sınıflandırma sistemleri artık D97 < 3–5 μm aralığını mümkün kılıyor.
- Islak öğütme enerji tasarrufu: Yüksek verimli karıştırmalı değirmenler, sürekli ıslak sistemler, yüksek saflıkta zirkonya ortamlı seramik kaplamalar ve ısı pompası destekli püskürtmeli kurutma.
- Hibrit süreçler: "Kuru kaba + ıslak ince + verimli kurutma" yöntemlerinin giderek daha fazla benimsenmesi
- Çevresel etkenler: Sıfır toz emisyonu ve sıfır atık su deşarjı gereklilikleri, hem kapalı devre ıslak sistemleri hem de ultra verimli kuru toz toplama sistemlerini ön plana çıkarıyor.
Sonuçlar ve Öneriler
Elde edilebilecek incelik, partikül kalitesi, enerji verimliliği ve demir giderme kapasitesi göz önüne alındığında, ıslak bilyalı öğütme, özellikle hedef özellikler arasında D50 < 2–5 μm, beyazlık > 92 ve dar bir partikül boyutu dağılımı yer aldığında, çoğu modern endüstriyel uygulamada feldspat ve kaolin öğütme için üstün genel performans sergilemektedir.
Ancak, "daha iyi" hiçbir zaman mutlak değildir. Nihai süreç seçiminde şunlar dikkate alınmalıdır:
- Hedef ürünün inceliği ve kalite gereksinimleri
- Üretim ölçeği (ıslak öğütme, ≥10.000 t/yıl kapasitelerde belirgin avantajlar göstermektedir)
- Son ürün formu (kuru toz vs. bulamaç)
- Yerel su, elektrik, işçilik ve çevresel maliyetler
- Hammaddenin nem ve safsızlık özellikleri
Şiddetle tavsiye edilir:
Son ekipman seçiminden önce, yalnızca teorik hesaplamalara veya tedarikçi iddialarına güvenmek yerine, enerji tüketimi, öğütme ortamı aşınması ve ürün kalitesi hakkında gerçek veriler elde etmek için laboratuvar testleri (karıştırmalı değirmen) ve ardından pilot ölçekli sürekli denemeler gerçekleştirin.
Kuru ve ıslak bilyalı öğütme yöntemleri arasında seçim yapmak, ürün kalitesi, toplam maliyet ve çevresel uyumluluk arasında denge kurmada kritik bir adımdır. 2026 yılında bu karar, giderek daha talepkar hale gelen bir pazarda bir şirketin uzun vadeli rekabet gücünü belirleyecektir.

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Daha fazla bilgi için Zelda online müşteri temsilcisiyle de iletişime geçebilirsiniz."
— Gönderen Emily Chen