Le feldspath et le kaolin sont des matières premières minérales non métalliques indispensables, largement utilisées dans les industries traditionnelles et modernes telles que la céramique, le verre, les articles sanitaires, le couchage du papier, les charges pour caoutchouc et les matériaux réfractaires. Le feldspath assure principalement des fonctions de fondant et de liant, tandis que le kaolin est apprécié pour sa grande blancheur, sa plasticité, sa structure lamellaire et son excellent pouvoir couvrant. Qu'il s'agisse du comportement au frittage des pâtes céramiques, du brillant des glaçures ou de la blancheur et de l'opacité des couchages de papier, les performances du produit final dépendent fortement des caractéristiques de la matière première, notamment la granulométrie (en particulier D50 et D97), la morphologie des particules, la blancheur et le contrôle des impuretés. Les broyeurs à boulets restent l'équipement le plus couramment utilisé pour le broyage fin et le concassage. broyage ultrafin de feldspath et de kaolin. Cependant, une question pratique et récurrente continue de préoccuper les ingénieurs et les décideurs des usines : pour une même matière première, faut-il privilégier le broyage à sec ou le broyage humide ?
Les deux procédés diffèrent considérablement en termes de consommation d'énergie, de finesse atteignable, d'uniformité de la distribution granulométrique, de contrôle de la contamination par le fer, de coût de traitement en aval et de pression environnementale, déterminant souvent directement le retour sur investissement et la compétitivité du produit.
Cet article fournit un outil de référence objectif pour la prise de décision en analysant les caractéristiques des matériaux, les principes de processus, les avantages et les inconvénients, ainsi que les scénarios d'application typiques, tout en intégrant les tendances technologiques récentes.
Comparaison des caractéristiques des matériaux : broyage du feldspath et du kaolin
Le feldspath et le kaolin diffèrent considérablement en termes de dureté, de structure, de comportement à l'humidité et de sensibilité aux impuretés, ce qui influe directement sur le choix de la méthode de broyage.
Feldspath (principalement feldspath potassique et feldspath sodique)
- Dureté Mohs : 6–6,5
- Fragile, mais très abrasive
- Très sensible aux impuretés de fer et de titane (Fe > 0,1–0,3% peut affecter sensiblement la blancheur de la céramique)
- Exigence de finesse typique : −200 à −325 mesh (la porcelaine haut de gamme peut dépasser −400 mesh)
- Sa faible teneur en humidité naturelle rend le traitement à sec relativement avantageux.
Kaolin
- Dureté Mohs : 2–2,5
- structure de silicate stratifiée
- Teneur en humidité naturellement élevée (10–20% dans le minerai brut)
- Se disperse facilement et forme une boue
- Les applications haut de gamme (couchage de papier, cosmétiques, céramiques de qualité supérieure) exigent un D50 < 2 μm, voire < 1 μm, une blancheur > 92–94 et un résidu de +325 mesh < 0,0051 TP3T
- Exigences strictes en matière de délamination et de dispersion tout en conservant une morphologie en forme de plaque
Résumé:
Le broyage du feldspath vise à prévenir la fragilité et à limiter la contamination par le fer, tandis que celui du kaolin privilégie la délamination, la dispersion ultrafine et la préservation de sa structure lamellaire. De ce fait, le broyage humide est un choix quasi naturel pour le kaolin, tandis que le feldspath offre une plus grande flexibilité.
Comparaison des broyeurs à billes à sec et à voie humide pour le broyage du feldspath et du kaolin
| Paramètre | Sec Broyage à boulets | Broyage à boulets humide |
|---|---|---|
| Médias de broyage | Billes d'acier / billes de céramique / cailloux | Billes en acier ou en céramique (souvent avec revêtement) |
| Rapport média/matériau | Élevé (3:1–5:1) | Inférieur (2:1–4:1) + eau |
| Consommation d'énergie (kWh/t, même finesse) | Plus élevé (niveau de base) | En général, 15–30% inférieur |
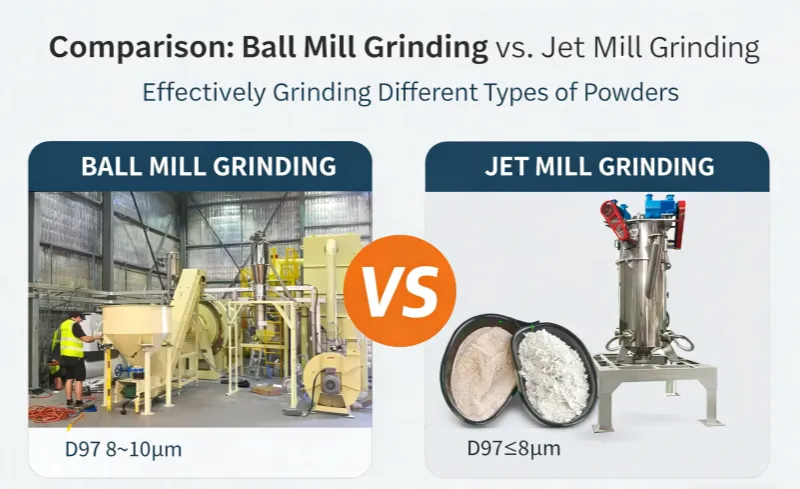
| limite de finesse | Il est difficile de surpasser un D97 de 5 à 10 μm | Facilement D97 de 1 à 2 μm, voire submicronique |
| Distribution granulométrique | Tendance à l'agglomération statique, large distribution | Bonne dispersion, étroite et uniforme |
| Poussière et bruit | Niveau élevé, nécessite un dépoussiérage puissant | Quasiment sans poussière |
| Post-traitement | Poudre sèche directe | Nécessite une filtration et un séchage |
| contrôle de la contamination par le fer | Repose sur un revêtement en céramique et des matériaux de construction. | Élimination du fer facilitée par séparation magnétique |
| Investissement initial | Équipement simple, système de dépoussiérage coûteux | Système plus complexe, coût unitaire de capacité inférieur |
| Coût d'exploitation | Médias + alimentation + contrôle de la poussière | Médias + énergie + séchage + eaux usées |
Conclusion principale :
Le broyage humide surpasse le broyage sec en termes d'efficacité énergétique, de finesse et d'uniformité des particules, mais au prix d'un traitement en aval supplémentaire.

Avantages et limites du broyage à sec à billes
Avantages
- Processus court ; aucune déshydratation ni séchage requis
- Production directe de poudre sèche, idéale pour les applications de produits secs
- Grâce à un revêtement et un média céramiques complets, la contamination en fer du feldspath peut être bien contrôlée.
- Équipement plus simple et investissement initial moindre pour les petites et moyennes capacités
- Acceptable pour les charges de kaolin bas de gamme et les matériaux réfractaires
Limites
- Rendement de broyage inférieur ; consommation d'énergie généralement supérieure de 15 à 301 TP3T
- Finesse limitée ; le kaolin peine à atteindre systématiquement une granulométrie inférieure à 2 µm.
- Le broyage à sec ultrafin du feldspath risque de provoquer un broyage excessif et une amorphisation.
- Agglomération statique importante et distribution granulométrique étendue
- Coûts élevés de lutte contre la poussière dans un contexte de réglementation environnementale de plus en plus stricte
Avantages et limites du broyage à billes humide
Avantages
- Efficacité de broyage accrue et débit plus important à puissance égale
- Consommation d'énergie réduite (économies généralement constatées de 15 à 30%)
- Permet d'obtenir des tailles de particules beaucoup plus fines (le kaolin D50 < 0,5–1 μm est courant).
- Distribution granulométrique étroite et excellente dispersion
- Dissipation thermique supérieure pour un fonctionnement continu à long terme
- Idéal pour le délaminage du kaolin et les applications en aval à base de suspensions
- Pour le feldspath, l'élimination du fer est nettement plus efficace sous forme de suspension.
Limites
- Nécessite une filtration et un séchage (séchage par pulvérisation ou séchage instantané), ce qui augmente les coûts d'investissement et d'énergie.
- Exigences plus strictes en matière d'usure des médias et de résistance à la corrosion
- Ne convient pas aux applications de niche exigeant des produits finaux absolument secs.
Guide de décision basé sur les applications
Applications typiques du kaolin
- Couchage du papier, cosmétiques, céramiques haut de gamme, prétraitement du kaolin calciné
→ Fortement recommandé : Broyage à billes humide - Charges bas de gamme, charges générales pour caoutchouc/plastique, matériaux réfractaires grossiers
→ Le broyage à sec peut encore être acceptable
Applications typiques du feldspath
- Vaisselle haut de gamme en céramique, carrelage, articles sanitaires, verrerie
→ Le broyage humide est devenu le choix dominant - Émaux et céramiques électriques nécessitant du feldspath grossier (environ −200 mesh)
→ La mouture à sec reste courante - Minerais de feldspath à haute teneur en fer avec systèmes de séchage entièrement céramiques
→ Toujours utilisé là où le contrôle du fer est bien géré
Processus hybride
De nombreux grands producteurs adoptent une voie combinée :
Broyage grossier à sec (concasseur à mâchoires + broyeur Raymond/vertical) → broyage fin humide, équilibre entre efficacité et coût.
Classement indicatif des coûts totaux (variable selon l'électricité, l'eau et l'échelle) :
Broyage humide (finesse élevée) < Broyage humide (finesse moyenne) ≈ Broyage à sec (grossier) < Broyage à sec (ultrafin)
Tendances récentes et avancées technologiques (en 2026)
- Progrès en matière de broyage à sec : Les adjuvants de broyage, les broyeurs verticaux à haut rendement avec classification interne et les systèmes de classification pneumatique avancés permettent désormais d'atteindre un D97 < 3–5 μm.
- Réduction de la consommation d'énergie lors du broyage humide : Broyeurs à agitation haute performance, systèmes de traitement en continu par voie humide, revêtements céramiques avec média en zircone de haute pureté et séchage par pulvérisation assisté par pompe à chaleur
- Procédés hybrides : Adoption croissante des procédés « séchage grossier + séchage fin humide + séchage efficace »
- Facteurs environnementaux : Les exigences de zéro émission de poussières et de zéro rejet d'eaux usées favorisent à la fois les systèmes humides en circuit fermé et les systèmes de dépoussiérage à sec ultra-efficaces.
Conclusions et recommandations
Compte tenu de la finesse réalisable, de la qualité des particules, de l'efficacité énergétique et de la capacité d'élimination du fer, le broyage humide à billes démontre des performances globales supérieures pour le broyage du feldspath et du kaolin dans la plupart des applications industrielles modernes, en particulier lorsque les spécifications cibles incluent D50 < 2–5 μm, blancheur > 92 et une distribution granulométrique étroite.
Cependant, le terme « meilleur » n’est jamais absolu. Le choix final du procédé doit prendre en compte :
- Exigences de finesse et de qualité du produit cible
- Échelle de production (le broyage humide présente des avantages évidents à partir de ≥10 000 t/an)
- Forme du produit final (poudre sèche ou suspension)
- coûts locaux de l'eau, de l'électricité, de la main-d'œuvre et de l'environnement
- Caractéristiques d'humidité et d'impuretés des matières premières
Recommandation forte :
Avant de sélectionner définitivement l'équipement, effectuez des tests en laboratoire (broyeur agité) suivis d'essais continus à l'échelle pilote afin d'obtenir des données réelles sur la consommation d'énergie, l'usure des médias et la qualité du produit, plutôt que de vous fier uniquement à des calculs théoriques ou aux affirmations des fournisseurs.
Le choix entre le broyage à sec et le broyage humide est une étape cruciale pour optimiser la qualité du produit, le coût total et le respect de l'environnement. En 2026, cette décision déterminera souvent la compétitivité à long terme d'une entreprise sur un marché de plus en plus exigeant.

« Merci de votre lecture. J’espère que cet article vous sera utile. N’hésitez pas à laisser un commentaire ci-dessous. Pour toute question, vous pouvez également contacter le service client en ligne de Zelda. »
— Publié par Emily Chen