Gelişmiş seramiklerin, elektronik seramiklerin ve özel seramiklerin üretim sürecinde, tozun kalitesi—özellikle mikroskobik inceliği ve parçacık boyutu dağılımı—ham malzemenin yoğunluğunu ve nihai sinterlenmiş ürünün fiziksel özelliklerini doğrudan belirler. Mikron altı veya hatta nano ölçekli tozlar elde etmek için, bilyalı değirmen Seramik tozunun inceliğini optimize etmek için yüksek verimli mekanik öğütme yöntemi olarak endüstriyel dünyada en vazgeçilmez temel teknoloji olmaya devam etmektedir.
Ancak gerçek üretimde teknisyenler genellikle zorlu bir sorunla karşı karşıya kalırlar: Bilyalı öğütme hızı, öğütme süresi ve öğütme ortamı oranı (bilye-malzeme oranı). Bu üç temel parametre birbirine bağlıdır. Toz inceliğini etkileyen "birincil etken" hangisidir? Aralarındaki denge mantığı nedir?
Bu makale, malzeme kırılmasının mekanik prensiplerinden yola çıkacaktır. Bu üç parametrenin darbe ağırlığını ve seramik tozunun inceliği üzerindeki sinerjik etkilerini derinlemesine analiz edeceğiz.

1. Bilyalı Değirmende Enerji Transferi: İyileştirmenin Özü
Hangi parametrenin en kritik olduğunu tartışmak için öncelikle seramik tozunun nasıl inceldiğini anlamamız gerekir. Bilyalı değirmen kabının içinde, öğütme ortamı (öğütme bilyeleri) dönme yoluyla kinetik enerji kazanır. Daha sonra, darbe, kesme ve sürtünme (aşınma) yoluyla seramik malzemeye etki ederler.
- Darbe Kuvveti: Bu, esas olarak daha büyük parçacıkların parçalanmasından sorumludur.
- Sürtünme ve Kayma Kuvvetleri: Bunlar, mikron altı seviyede sıyırma ve arıtma işlemlerini gerçekleştirmenin anahtarlarıdır.
İnce tanecik boyutunun iyileştirilmesi esasen etkili enerji girdisi sürecidir. Hız, enerjinin "yoğunluğunu" belirler. Zaman, enerjinin "toplam miktarını" belirler. Ortam oranı, enerjinin "aktarım verimliliğini" belirler.
2. Temel Parametre I: Bilyalı Değirmen Hızı (Seramik Tozu İnceliği ve Yoğunluk Kontrolü)
Dönme hızı, bilyalı öğütme işleminin "ruhsal parametresi" olarak kabul edilir. Kavanoz içindeki öğütme bilyelerinin hareket durumunu doğrudan belirler.
Üç Tipik Hareket Modu
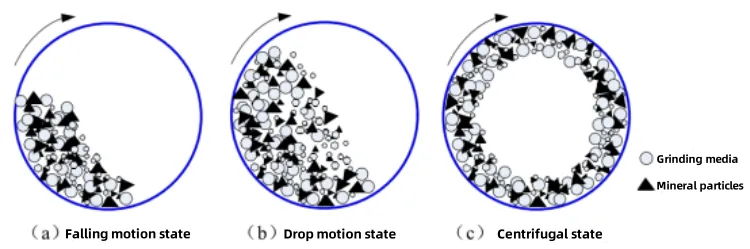
- Ardışık (Düşük Hız): Öğütme topları, kavanoz duvarıyla birlikte belirli bir yüksekliğe kadar yükselir ve ardından aşağı doğru kayar. Bu sırada sürtünme ve kayma kuvvetleri baskın hale gelir. Bu yöntem ultra ince öğütme için uygundur, ancak verimliliği düşüktür.
- Katarakt (Kritik Hız): Öğütme bilyeleri en yüksek noktaya kaldırılır ve ardından serbestçe düşer. Bu, çok büyük bir darbe kuvveti oluşturur. Orta ve büyük boyutlu parçacıkları kırmak ve inceliği artırmak için en etkili durumdur.
- Santrifüjleme (Aşırı Hız): Öğütme topları merkezkaç kuvveti nedeniyle kavanoz duvarına yapışır ve düşmez. Bu noktada öğütme işlemi neredeyse durur. Enerji tamamen boşa harcanır.
İnceliğe Etki Ağırlığı
Dönme hızının etkisi bir “eşik etkisi”ne sahiptir. Hız, kritik hız olan 70%-85%'ye ulaşmazsa, öğütme bilyeleri yeterli darbe enerjisi üretemez. Ne kadar uzun süre öğütürseniz öğütün, seramik tozunun inceliği belirli bir darboğazı zorlukla aşacaktır. Bu nedenle, bilyalı öğütmenin erken aşamasında, hız, öğütme verimliliğini belirleyen ilk önemli faktördür.
3. Temel Parametre II: Öğütme Süresi (Seramik Tozunun İnce Tanecik Boyutu ve Kümülatif Etki)
Eğer hız anlık güç ise, o zaman zaman yapılan toplam iş demektir.
Seramik Tozunun İnceliğinin Zamanla Azalan Marjinal Getirileri
Deneysel veriler, seramik tozunun inceliği ile zaman arasındaki ilişkinin doğrusal olmadığını göstermektedir. Bilyalı öğütmenin erken aşamasında, parçacık boyutu hızla azalır. Ancak, belirli bir süre sonra (malzemeye bağlı olarak genellikle 12-24 saat), incelik azalma hızı önemli ölçüde yavaşlar. Hatta bir döngüye girer. “durgunluk dönemi.”
“Ters Kabalaşma” Fenomeni
Bu, zaman parametresindeki en tehlikeli tuzaktır. Öğütme süresi çok uzun olduğunda, ultra ince tozun yüzey enerjisi keskin bir şekilde artar. Parçacıklar, gerilim kaynaklı fiziksel kümelenmeye veya kimyasal bağ oluşumuna eğilim gösterir. Bu noktada, süreyi artırmaya devam etmek tozu daha ince hale getirmeyecektir. Bunun yerine, "sözde kabalaşmaya" yol açar. Ayrıca ekipman aşınmasını ve safsızlık girişini de artırır.
İnceliğe Etki Ağırlığı
Zaman İnce taneciklerin kıvamının tutarlı olmasını sağlamanın anahtarı. Ancak, hız veya öğütme ortamı oranındaki kusurları telafi edemez. Hız yanlış ayarlanırsa, öğütme süresini uzatmak yalnızca verimsiz olmakla kalmaz, aynı zamanda tozun aktivitesini de yok eder.
4. Temel Parametre III: Medya Oranı (Aktarım Ağı)

Medyan oranı genellikle şunları içerir: top-malzeme oranı (öğütme bilyelerinin malzemeye kütle oranı) ve notlandırma (Farklı çaplardaki öğütme bilyelerinin oranı).
Top-Malzeme Oranı: Alan İşgal ve Çarpışma Olasılığı
Bilye-malzeme oranı, öğütme bilyeleri arasındaki boşluklardaki malzemenin doluluk derecesini belirler.
- Yüksek Top/Düşük Malzeme: Çarpışma sıklığı yüksek ve inceltme hızlıdır. Bununla birlikte, bilyeler arasında etkisiz çarpışmalar (kuru aşınma) artar. Bu durum, ortam kirlenmesine kolayca yol açar.
- Düşük Top/Yüksek Kalite: Malzeme çok fazla darbe enerjisi emiyor. Bir "yastık" oluşturarak ezme verimliliğinin önemli ölçüde düşmesine neden oluyor.
Eğimleme: Taşlama Kör Noktalarını Ortadan Kaldırmak
Bu, en sık göz ardı edilen teknik engeldir. Büyük bilyeler büyük parçacıkları ezmekten sorumludur. Küçük bilyeler ise sürtünme alanını artırmak için boşlukları doldurur. "Büyük bilyelerin küçük bilyeleri itmesi"nin bilimsel bir derecelendirmesi, nihai tozun Span değerini (parçacık boyutu dağılım genişliği) önemli ölçüde azaltabilir.
İnceliğe Etki Ağırlığı
Ortam oranı, nihai incelik sınırını (Mikron Altı Sınırı) etkileyen en önemli faktördür. $0.5 μm'nin altında bir incelik gerektiren proseslerde, makul bir ortam derecelendirmesi, sadece dönüş hızını artırmaktan genellikle daha etkilidir.
5. Detaylı Karşılaştırma: Hangisi "Birincil Anahtar"dır?
Bu soruyu daha sezgisel olarak yanıtlamak için, bilyalı öğütme işlemini üç aşamaya ayırarak parametrelerin ağırlıklarını inceleyebiliriz:
| Sahne | Temel Görev | Anahtar Parametre | Ağırlık Sıralaması |
| Başlangıç (Ezme) | Büyük parçacık boyutunu azaltın | Hız | Hız > Zaman > Medya Oranı |
| Orta (İyileştirme) | Mikro altı içeriği artırın | Zaman + Medya Oranı | Zaman ≈ Medya Oranı > Hız |
| Geç (Homojenizasyon) | Kontrol boyutu dağılımı | Medya Oranı | Medya Oranı > Zaman > Hız |
Çözüm:
- Eğer “Verimlilik” peşindeyseniz: Hız en önemli faktör. Kritik hızın en iyi denge noktasını bularak ön kırma işlemini en kısa sürede tamamlayabilirsiniz.
- Eğer “Son Derece İncelik” peşindeyseniz: Öğütme ortamı oranı (özellikle mikro bilyelerin kullanımı) çok önemlidir. Öğütmenin fiziksel üst sınırını belirler.
- Eğer “istikrarı” hedefliyorsanız: Zaman parametresinin standardizasyonu kilit noktadır.
6. Seramik Tozunun Bilyalı Değirmenlenmesi için Optimizasyon Yolu
Proses parametrelerini belirlerken aşağıdaki bilimsel iş akışını izlemeniz önerilir:
- Top-Malzeme Oranını Belirleyin: Öncelikle, seramik malzemenin yoğunluğuna ve sertliğine bağlı olarak makul bir oran belirleyin. Bu oran genellikle 2:1 ile 10:1 arasında değişir.
- En Uygun Hızı Bulun: Maksimum darbe enerjisi üreten hız noktasını bulun. Bunu, kavanozun çalışma sesini gözlemleyerek veya güç analizi yaparak yapabilirsiniz.
- Eğim Deneyleri Yöntemiyle Zamanı Belirleme: Hızı ve oranı sabitleyin. Düzenli aralıklarla parçacık boyutunu test etmek için numuneler alın. Marjinal etkilerin en büyük olduğu dönüm noktasını bulmak için bir "İncelik-Zaman Eğrisi" çizin.
- Değerlendirme Optimizasyonunu İyileştirme: Parçacık boyutu dağılımındaki düzensizlikleri gidermek için ince ayar amacıyla küçük çaplı öğütme bilyeleri kullanın.
7. Çözüm
Seramik tozunun ultra inceltilmesi sürecinde hız, zaman ve ortam oranı birbirinden bağımsız değildir. Bunlar, enerji dönüşümü için üçgen bir destek sistemi oluştururlar.
- Hız Enerjiye "ruh" verir.
- Zaman Enerjinin "işini" biriktirir.
- Medya Oranı Enerji için "yolu" inşa eder.
Mutlak tek bir kilit parametre yoktur. Sadece malzeme özelliklerine en uygun parametre kombinasyonu vardır. Yüksek saflık ve yüksek performans hedefleyen lityum pil seramikleri veya yapısal seramik üreticileri için rekabet gücünün gerçek anahtarı, Deney Tasarımı (DOE) yoluyla bu üç değişkenin "Altın Kesişimini" bulmaktır.

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Daha fazla bilgi için Zelda online müşteri temsilcisiyle de iletişime geçebilirsiniz."
— Gönderen Jason Wang